
Развенчание мифов о технологии SLM: что вам нужно знать
Селективное лазерное плавление (SLM) — это мощная технология аддитивного производства, меняющая способ создания металлических деталей. В отличие от распространённых методов, таких как моделирование методом послойного наплавления (FDM) или стереолитография (SLA), SLM использует мощный лазер для плавления и спекания металлического порошка слой за слоем. Этот процесс позволяет создавать невероятно сложные геометрические формы и детали с исключительными механическими свойствами, часто превосходящими свойства изделий, изготовленных традиционными методами. Это делает понимание SLM важным для всех, кто интересуется созданием 3D-принтера SLM.
Как работает SLM: подробный разбор
Основной принцип SLM прост, но эффективен. Тонкий слой металлического порошка наносится на платформу для сборки внутри герметичной камеры, заполненной инертным газом, обычно аргоном. Мощный лазер затем сканирует по порошковому слою, следуя точному пути, определённому цифровым дизайном детали. Интенсивное тепло лазера плавит частицы порошка, сплавляя их в сплошной слой. Этот процесс повторяется, создавая 3D-объект слой за слоем. Вы можете изучить связанные темы о лазерах здесь.
Преимущества SLM: прочность и сложность
Ключевым преимуществом SLM является создание деталей с превосходными механическими свойствами. Быстрое плавление и затвердевание создают плотную, однородную структуру. Это приводит к прочным, долговечным деталям, устойчивым к износу и повреждениям. SLM также позволяет создавать сложные конструкции и внутренние элементы, невозможные при использовании традиционных методов. Это делает SLM идеальным для специализированных деталей в аэрокосмической, медицинской и автомобильной отраслях.
SLM на рынке: рост и потенциал
Растущий рынок 3D-печати подчеркивает возрастающий спрос на передовые производственные технологии, такие как SLM. В 2025 году мировой рынок 3D-печати был оценен примерно в 29,29 миллиарда долларов США. Прогнозы предполагают, что этот рынок может достичь 134,58 миллиарда долларов США к 2034 году. Этот рост обусловлен инновациями в таких секторах, как строительство, аэрокосмическая отрасль и производство. Даже связанный сегмент стереолитографии (SLA) занимал более 11% доли рынка в 2024 году. Этот рост демонстрирует значительный потенциал SLM для будущего производства. Более подробная статистика доступна здесь.
Понимание этих основ является первым шагом к успешному созданию 3D-принтера SLM. В последующих разделах будут рассмотрены конкретные компоненты и сборка, необходимые для этого сложного, но полезного проекта.
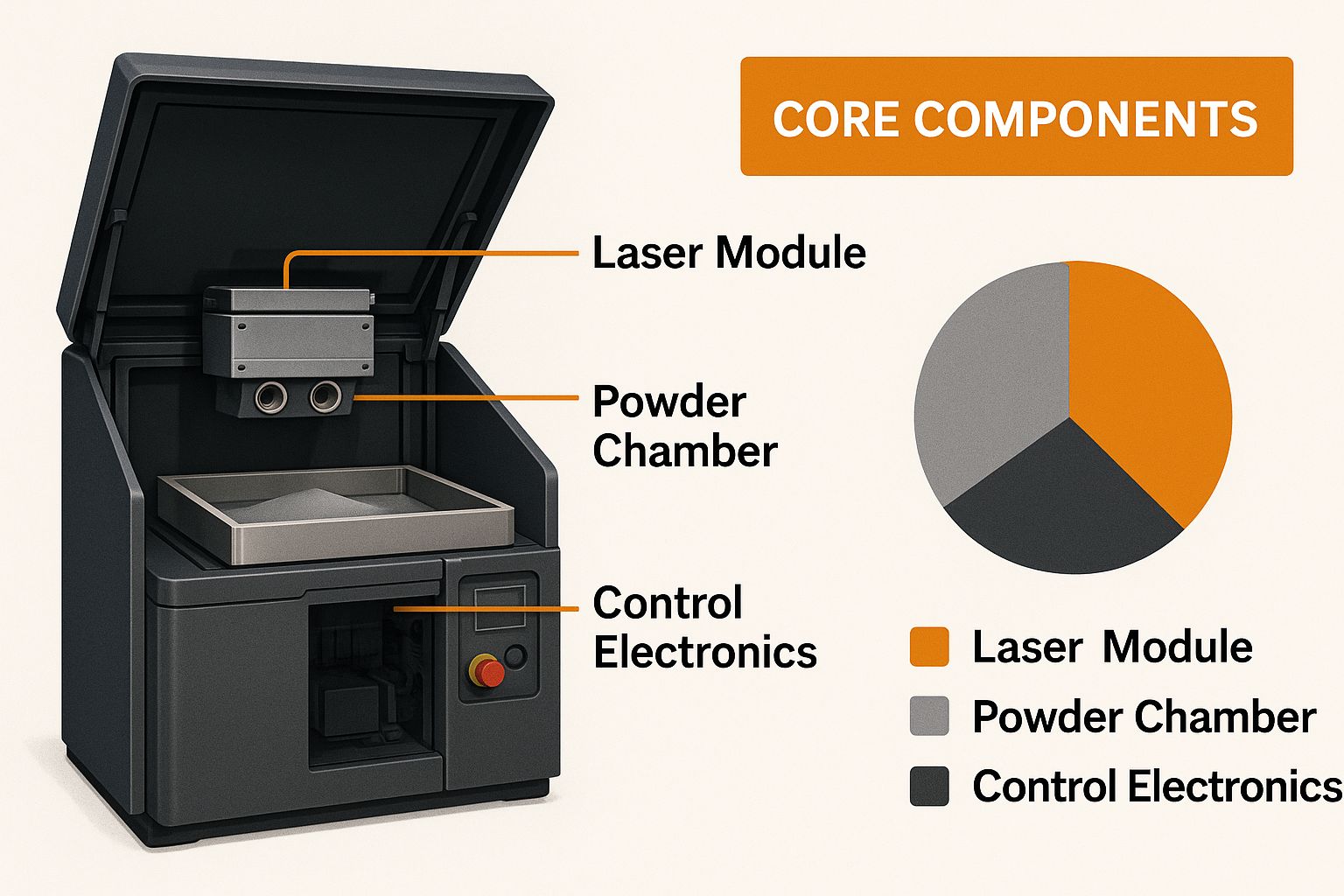
Основные элементы: важные компоненты
Создание 3D-принтера с селективным лазерным плавлением (SLM) — это не просто желание создавать сложные металлические объекты. Это требует глубокого понимания основных компонентов и того, как они взаимодействуют. Эти части работают в унисон, чтобы построить точную и мощную машину, способную преобразовывать металлический порошок в сложные конструкции. Выбор правильного оборудования имеет первостепенное значение для успешной печати. Давайте рассмотрим важные элементы, которые заставляют 3D-принтер SLM работать.
Сердце системы: лазер
Лазер находится в центре каждого 3D-принтера SLM. Это мощный источник энергии, который плавит металлический порошок. Хотя мощность является ключевым фактором, качество луча и стабильность не менее важны. Высококачественный волоконный лазер обеспечивает точный контроль и стабильную энергию, необходимые для эффективной печати SLM. Выбор правильного лазера требует баланса между мощностью, точностью и бюджетом.
Обработка порошка: точность и контроль
Точное обращение с порошком необходимо для стабильных отпечатков и безопасной рабочей среды. Это включает точную подачу, распределение и переработку металлического порошка. Ошибочная система может привести к загрязнению порошка, неравномерной толщине слоя и рискам для безопасности. Надежный и точный механизм обращения с порошком обеспечивает высокое качество отпечатков.
Контроль атмосферы: инертная среда
SLM-печать требует контролируемой атмосферы внутри камеры сборки. Обычно для этого используют инертные газы, такие как аргон или азот. Эти газы предотвращают окисление и другие нежелательные реакции в процессе плавления. Поддержание этой контролируемой атмосферы является ключом к производству прочных и долговечных деталей.
Управление температурой: предотвращение дорогостоящих сбоев
Точный контроль температуры имеет решающее значение для печати SLM. Быстрый нагрев и охлаждение могут вызвать деформацию, растрескивание или другие дефекты, если их не контролировать тщательно. Стабильная температура внутри камеры сборки жизненно важна. Эффективные меры контроля температуры предотвращают эти проблемы, обеспечивая превосходное качество печати.
Оркестровка процесса: сканирование и управление движением
Система сканирования с помощью гальванометра направляет лазерный луч по слою порошка, повторяя заданный дизайн. Она работает вместе с системой управления движением, которая точно перемещает платформу для сборки. Синхронизированное движение этих систем является ключом к точной и детализированной печати. Точное управление и координация между этими элементами имеют решающее значение для достижения сложных геометрических форм.
Невоспетые герои: электроника и программное обеспечение
Электроника и программное обеспечение выступают в роли "мозга" принтера, контролируя каждый аспект процесса. Они управляют мощностью лазера, схемами сканирования, движением платформы и атмосферными условиями. Надежная, хорошо интегрированная электроника обеспечивает стабильный и успешный процесс печати. Беспрепятственное взаимодействие между аппаратным обеспечением и программным обеспечением является необходимым.
Сравнение компонентов и вопросы стоимости
Таблица ниже обобщает основные компоненты, их функции, предполагаемые диапазоны стоимости и относительную сложность сборки (1 — самая простая, 5 — самая сложная). Следующая диаграмма визуально представляет эту информацию, предлагая ясное сравнение затрат и сложности.
| Компонент | Функция | Оценочный диапазон стоимости ($) | Сложность сборки (1-5) |
|---|---|---|---|
| Волоконный лазер | Плавит и сплавляет металлический порошок | 5000 - 20000+ | 5 |
| Система обработки порошка | Подаёт, распределяет и перерабатывает металлический порошок | 1,000 - 5,000 | 4 |
| Система инертного газа | Поддерживает бескислородную среду в камере сборки | 500 - 2,000 | 3 |
| Система контроля температуры | Регулирует температуру внутри камеры сборки | 500 - 2,000 | 3 |
| Система сканирования с гальванометром | Направляет лазерный луч по слою порошка | 1,000 - 3,000 | 4 |
| Система управления движением | Точно перемещает платформу сборки | 500 - 2,000 | 3 |
| Электроника и программное обеспечение | Контролирует и управляет всем процессом печати | 500 - 1,500 | 4 |
Эта диаграмма данных визуализирует стоимость и сложность каждого компонента, необходимого для создания 3D-принтера SLM. Как ясно показывает диаграмма, волоконный лазер является самым значительным вложением, за ним следуют системы обработки порошка и сканирования. Диаграмма также подчеркивает сложность лазерных и порошковых систем, акцентируя важность тщательного планирования на этих этапах сборки. Эта информация помогает сборщикам принимать обоснованные решения, балансируя требования к производительности с бюджетными ограничениями. Тщательное понимание этих основных компонентов закладывает основу для успешной сборки 3D-принтера SLM.
Введение вашего 3D-принтера SLM в эксплуатацию: пошаговая сборка

Это руководство проведет вас через процесс сборки вашего 3D-принтера SLM. Мы проведем вас от отдельных компонентов до полностью функционирующей машины, охватывая все этапы от первоначальной сборки рамы до окончательной калибровки системы. Помните, что тщательная сборка имеет первостепенное значение для создания 3D-принтера SLM, который работает безопасно и эффективно.
Создание прочного фундамента: каркасное строительство
Жёсткая рама необходима для минимизации вибраций, что является критическим фактором для достижения точной печати. Многие производители выбирают алюминиевые профили из-за их модульности и простой сборки.
Однако, если вы планируете более крупные сборки, стальная рама обеспечивает превосходную стабильность. При выборе материала рамы тщательно учитывайте предполагаемое использование и общий размер вашего принтера.
Это решение значительно повлияет на долгосрочную точность и стабильность вашего принтера SLM.
Создание контролируемой среды: сборка камеры
Камера сборки играет решающую роль в поддержании инертной атмосферы, предотвращая окисление в процессе печати. Для этого требуется хорошо герметичный корпус.
Обратите пристальное внимание на все соединения и стыки, убедитесь, что они правильно герметизированы, чтобы предотвратить протечки. Используйте подходящий герметик и убедитесь, что дверь камеры плотно закрывается. Плотно герметизированная камера является основой успешной печати SLM.
Этот контролируемый режим обеспечивает стабильность процесса лазерного плавления.
Позиционирование для точности: крепление лазера
Точное размещение лазера абсолютно критично для достижения стабильных результатов печати. Тщательно установите лазер в соответствии с инструкциями производителя.
Точная настройка обеспечивает правильную фокусировку лазера на порошковом слое. Даже незначительные отклонения могут привести к неравномерному плавлению и ухудшению качества детали.
Дважды проверьте выравнивание перед тем, как продолжить. Такой тщательный подход в конечном итоге приведет к высококачественной печати.
Механизм порошкового слоя: плавные и равномерные слои
Рекотер отвечает за распределение свежих слоев порошка и значительно влияет на конечное качество печати. Ключевым является плавное и равномерное распределение порошка.
Даже небольшие изменения в конструкции рикотера, такие как угол лезвия и давление, которое оно оказывает на порошковый слой, могут значительно улучшить производительность. Эти, казалось бы, незначительные детали сильно влияют на качество каждого напечатанного слоя.
Проводка и системы управления: соединение мозга
Проводка системы управления требует тщательного внимания. Следуйте подробной схеме подключения и аккуратно соединяйте все компоненты.
Обязательно реализуйте необходимые схемы безопасности, включая аварийные остановки, чтобы защитить как себя, так и оборудование. Тщательно проверьте все соединения на правильное заземление, чтобы обеспечить электрическую безопасность и минимизировать возможные эксплуатационные проблемы.
Калибровка: Точная настройка для оптимальной производительности
После завершения сборки оборудования калибровка является последним, важным этапом. Этот процесс включает точную настройку лазера, гальванометров и системы управления движением.
Правильная калибровка обеспечивает гармоничную работу всех компонентов, что приводит к точной и стабильной печати. Это превращает ваши собранные детали в скоординированную систему печати.
Тщательная калибровка необходима для достижения оптимальной производительности. При правильной калибровке ваш 3D-принтер SLM будет готов воплотить ваши проекты в жизнь.
Безопасность прежде всего: защита себя и своей мастерской

Создание и использование 3D-принтера с выборочным лазерным плавлением (SLM) связано с определёнными мерами безопасности. В этом разделе изложены основные предосторожности для защиты вас и вашего рабочего пространства во время сборки и эксплуатации SLM-принтера. Эти меры безопасности крайне важны для всех, кто занимается этим проектом.
Лазерная безопасность: защита глаз и кожи
Мощные лазеры являются основой печати SLM, но они представляют значительные риски для ваших глаз и кожи. Соответствующая защита глаз, разработанная для конкретной длины волны лазера, абсолютно необходима. Ограждения вокруг зоны печати, изготовленные из немарких материалов, также жизненно важны. Эти ограждения помогают содержать любые рассеянные отражения лазера, минимизируя риск случайного воздействия. Приоритетом всегда должна быть безопасность при работе с лазером.
Обращение с металлическим порошком: защита органов дыхания
При работе с мелкими металлическими порошками, используемыми в SLM-печати, обычные пылезащитные маски из мастерской просто недостаточны. Эти порошки легко вдыхаются, что представляет потенциальную угрозу для здоровья. Респираторы с HEPA-фильтрами обязательны при обращении с металлическими порошками или при нахождении рядом с ними. Многие опытные строители выбирают респираторы с фильтрами P100, обеспечивающими наивысший уровень защиты от мелких частиц, характерных для SLM-печати.
Риски взрыва: безопасное хранение и обращение
При определённых условиях мелкие металлические порошки могут быть удивительно взрывоопасными. Правильное хранение и обращение имеют решающее значение для предотвращения опасных ситуаций. Храните металлические порошки в герметичных контейнерах в прохладном, сухом месте, вдали от любых источников возгорания. Эта практика значительно снижает риск пылевых взрывов. Более подробную информацию о безопасных методах обращения вы можете найти в нашем руководстве по протоколам безопасности при работе с лазерами. Также избегайте образования пылевых облаков при работе с порошками, так как это значительно повышает риск взрыва.
Электробезопасность: заземление и высокомощные системы
Принтеры SLM используют высокомощные электрические системы, поэтому правильное заземление имеет первостепенное значение для предотвращения электрических ударов. Соблюдайте лучшие практики электропроводки и убедитесь, что все компоненты, включая корпус принтера, блок питания лазера и управляющую электронику, правильно заземлены. Использование высококачественной проводки и компонентов, рассчитанных на конкретные требования по напряжению и току вашего принтера, дополнительно снизит электрические риски.
Управление инертными газами: истощение кислорода
Инертные газы, используемые в печати SLM, создают бескислородную среду внутри камеры сборки. Однако эти газы могут вытеснять кислород в окружающей мастерской, что потенциально приводит к дефициту кислорода. Адекватная вентиляция необходима для поддержания безопасной дыхательной среды. Используйте кислородные датчики для обнаружения снижения уровня кислорода и обеспечьте достаточную вентиляцию, чтобы предотвратить эту тихую, но серьезную опасность.
Пожаротушение: борьба с пожарами металлической пыли
Пожары из металлического порошка требуют специализированных методов тушения. Традиционные системы на водной основе могут фактически усугубить эти пожары. Рассмотрите огнетушители класса D или другие специализированные системы тушения, специально разработанные для металлических пожаров, для более безопасного подхода. Наличие четко определенного плана пожарной безопасности крайне важно в любой мастерской. Для справки, стереолитография (SLA), технология, связанная с SLM, быстро развивается. Рынок SLA, оцененный в 2,48 миллиарда долларов США в 2024 году, прогнозируется достичь 18,86 миллиарда долларов США к 2033 году.
Тщательно соблюдая эти меры безопасности, вы можете значительно снизить риски, связанные с созданием и использованием 3D-принтера SLM. Безопасная рабочая среда позволяет сосредоточиться на творческом и инновационном потенциале этой мощной технологии. Помните, что безопасность всегда должна быть вашим главным приоритетом.
От базового к блестящему: оптимизация вашего SLM-принтера
Создание 3D-принтера с селективным лазерным плавлением (SLM) — это значительное достижение. Но настоящим испытанием становится тонкая настройка его работы для получения профессиональных отпечатков. В этом разделе рассматриваются методы, позволяющие превратить базовый SLM-принтер в высокопроизводительную машину. Мы рассмотрим основные настройки и калибровки, которые раскрывают весь потенциал вашего принтера.
Калибровка лазера: мощность и точность
Калибровка лазера имеет первостепенное значение. Это включает в себя точную настройку лазера для обеспечения стабильной мощности и поддержания четкой фокусировки по всей поверхности платформы для сборки. Нестабильная мощность может привести к слабым местам или неполному плавлению металлического порошка. Расфокусированный лазерный луч приводит к плохому разрешению и неточным размерам. Точная калибровка обеспечивает стабильную подачу энергии, что приводит к высокому качеству напечатанных деталей.
Параметры порошковой кровати: толщина слоя и скорость нанесения
Параметры порошкового слоя значительно влияют на конечный продукт. Толщина слоя влияет на разрешение и качество поверхности. Более толстые слои печатаются быстрее, но теряют детали, что приводит к более грубой поверхности. Более тонкие слои увеличивают время печати, но создают более гладкие и детализированные поверхности. Скорость нанесения порошка — скорость, с которой лезвие распределяет свежий порошок — также играет роль. Слишком высокая скорость может привести к неравномерному распределению, а слишком низкая увеличивает время сборки. Найти правильный баланс между этими параметрами — ключ к успеху.
Модификации платформы сборки: предотвращение деформации
Деформация детали, распространённая проблема при печати методом SLM, возникает, когда деталь деформируется из-за термического напряжения во время сборки. Модификация платформы для сборки может помочь предотвратить это. Нагреваемая платформа поддерживает более равномерную температуру, минимизируя деформацию. Более продвинутые методы включают циклы предварительного нагрева или использование платформ из материалов с высокой теплопроводностью. Как освоить контроль температуры и подготовку платформы, предлагает больше информации.
Усовершенствования управления атмосферой: поток газа и мониторинг
Атмосфера внутри камеры сборки имеет решающее значение для успешной печати SLM. Оптимизация паттернов потока газа обеспечивает постоянное покрытие порошкового слоя инертным газом. Это предотвращает окисление и улучшает плотность конечной детали. Мониторинг состава газа предоставляет ценные данные о среде сборки. Это позволяет проводить проактивные корректировки, поддерживая оптимальные условия печати и предотвращая возможные проблемы.
Оптимизация программного обеспечения: точная производительность
Программное обеспечение является центром управления печатью SLM. Оптимизация параметров, таких как скорость сканирования лазера и расстояние между штрихами, позволяет точно настроить весь процесс. Распространённые проблемы, такие как пористость (маленькие пустоты внутри детали) и проблемы с поверхностной отделкой, часто требуют корректировок программного обеспечения. Вопросы структурной целостности также могут быть решены с помощью программных настроек, обеспечивая, что конечная деталь соответствует требуемой прочности и долговечности.
Устранение распространённых проблем
Следующая таблица предлагает решения распространённых проблем печати SLM. В ней указаны возможные причины и предложены практические шаги по устранению неполадок.
Распространённые проблемы печати SLM и их решения
| Проблема | Возможные причины | Решения |
|---|---|---|
| Пористость | Захваченный газ, недостаточная мощность лазера | Отрегулируйте мощность лазера, предварительно нагрейте порошок, оптимизируйте параметры сканирования |
| Отделка поверхности | Неправильная толщина слоя, проблемы с лезвием рикотера | Отрегулируйте толщину слоя, оптимизируйте скорость нанесения покрытия, рассмотрите использование другого порошка |
| Деформация | Термическое напряжение, неравномерное охлаждение | Используйте подогреваемую платформу для сборки, оптимизируйте ориентацию сборки, реализуйте предварительный нагрев |
Обратив внимание на эти ключевые области, вы можете значительно улучшить производительность вашего 3D-принтера SLM. Такая тщательная оптимизация позволяет вашему принтеру раскрыть весь свой потенциал, производя высококачественные, сложные металлические детали.
Порошки и материалы: материалы, которые делают это возможным
Создание успешного 3D-принтера с выборочным лазерным плавлением (SLM) требует не только правильной сборки оборудования. Материалы, которые вы выбираете, особенно металлические порошки, напрямую влияют на качество и возможности ваших готовых изделий. В этом разделе рассматриваются основные факторы, которые необходимо учитывать при выборе, хранении и безопасном и эффективном использовании этих специализированных материалов.
Выбор правильного металлического порошка: свойства и соображения
Выбор правильного металлического порошка имеет решающее значение для 3D-печати методом SLM. Различные порошки обладают уникальными свойствами, которые влияют как на процесс печати, так и на характеристики конечной детали. Распределение размера частиц является ключевым для текучести порошка и плотности его упаковки. Однородный размер частиц обеспечивает более гладкое и равномерное порошковое ложе, что необходимо для высококачественной печати. Морфология, относящаяся к форме частиц порошка, также влияет на плотность и механические свойства конечной детали. Обычно предпочтение отдается сферическим частицам, так как они текут и упаковываются более равномерно.
Варианты металлического порошка для самодельных установок: балансировка производительности и практичности
Несколько металлических порошков подходят для самостоятельных установок SLM. Нержавеющая сталь, особенно 316L, является популярным вариантом благодаря относительно низкой стоимости, простоте печати и устойчивости к коррозии. Алюминиевые сплавы, такие как AlSi10Mg, обеспечивают легкий вес и прочность, но требуют более контролируемой среды из-за своей реактивности. Другие материалы, такие как титан и Inconel, предлагают исключительные характеристики, но дороже и требуют более сложного обращения.
Безопасное хранение и обращение: предотвращение опасностей и загрязнений
Металлические порошки требуют осторожного обращения и хранения из-за их потенциальной опасности. Мелкие металлические порошки могут быть воспламеняющимися или даже взрывоопасными в определённых условиях. Важно хранить порошки в герметичных контейнерах в прохладном, сухом месте, вдали от всего, что может их воспламенить. Всегда надевайте соответствующие средства индивидуальной защиты (СИЗ), включая респиратор с HEPA-фильтром и перчатки, при работе с металлическими порошками. Эти меры безопасности снижают риск вдыхания и загрязнения, создавая безопасную рабочую среду.
Выбор инертного газа: аргон против азота
Выбор между аргоном и азотом в качестве инертного газа влияет на процесс печати. Аргон обычно предпочтительнее из-за своей превосходной инертности, особенно при печати реактивных металлов, таких как алюминий или титан. Однако азот может быть более экономичным вариантом для некоторых применений. Лучший выбор зависит от конкретного металла и желаемых свойств готовой детали. Взвешивание стоимости и производительности помогает принять обоснованное решение.
Расходные материалы и техническое обслуживание: продление срока службы
Некоторые детали в 3D-принтере SLM подвержены износу и требуют периодической замены. Лазерное окно, защищающее лазерную оптику от порошка и брызг, требует регулярной очистки и со временем замены. Лезвие рекоутера, которое распределяет порошок, также может со временем изнашиваться. Регулярное техническое обслуживание, включая очистку и правильную настройку, продлевает срок службы этих расходных деталей, оптимизируя работу принтера и снижая эксплуатационные расходы.
Постобработка: улучшение ваших отпечатков
После печати необходимы послепечатные операции, чтобы превратить необработанную деталь в готовую. Обычно первым шагом является удаление поддержки, за которым часто следует термообработка для улучшения механических свойств детали. Механическая обработка и обработка поверхности дополнительно совершенствуют деталь для соответствия точным требованиям. Конкретные этапы послепечатной обработки зависят от используемого материала и предполагаемого назначения напечатанной детали.
От выбора правильного металлического порошка до обеспечения соответствующей постобработки, понимание особенностей материалов и расходных материалов имеет решающее значение для успешной 3D-печати методом SLM. Эти знания позволяют создавать высококачественные детали, адаптированные к вашим требованиям, и полностью использовать эту передовую технологию. Готовы к более подробной информации о лазерах и производстве? Посетите Laser Insights China на https://laser-podcast.com для экспертных знаний, технических ресурсов и сообщества новаторов.