
Desmistificando a Tecnologia SLM: O Que Você Precisa Saber
A Fusão Seletiva a Laser (SLM) é uma poderosa técnica de fabricação aditiva que está mudando a forma como peças metálicas são criadas. Ao contrário de métodos comuns como Modelagem por Deposição Fundida (FDM) ou Estereolitografia (SLA), a SLM usa um laser de alta potência para fundir e unir o pó metálico camada por camada. Esse processo permite geometrias incrivelmente complexas e peças com propriedades mecânicas excepcionais, frequentemente superiores às feitas com fabricação tradicional. Isso torna o entendimento da SLM importante para qualquer pessoa interessada em construir uma impressora 3D SLM.
Como o SLM Funciona: Uma Análise Profunda
O princípio fundamental do SLM é simples, mas eficaz. Uma fina camada de pó metálico é espalhada sobre uma plataforma de construção dentro de uma câmara selada preenchida com gás inerte, tipicamente argônio. Um laser potente então varre a cama de pó, seguindo um caminho preciso determinado pelo design digital da peça. O calor intenso do laser derrete as partículas de pó, fundindo-as em uma camada sólida. Esse processo se repete, construindo o objeto 3D camada por camada. Você pode explorar tópicos relacionados a lasers aqui.
Vantagens do SLM: Resistência e Complexidade
Uma vantagem chave do SLM é a criação de peças com propriedades mecânicas superiores. A rápida fusão e solidificação cria uma estrutura densa e uniforme. Isso resulta em peças fortes e duráveis, resistentes ao desgaste. O SLM também permite designs intrincados e características internas complexas impossíveis com métodos convencionais. Isso torna o SLM perfeito para peças especializadas nas indústrias aeroespacial, médica e automotiva.
SLM no Mercado: Crescimento e Potencial
O crescente mercado de impressão 3D destaca a demanda crescente por técnicas avançadas de fabricação como o SLM. Em 2025, o mercado global de impressão 3D foi avaliado em cerca de USD 29,29 bilhões. As projeções sugerem que esse mercado pode alcançar USD 134,58 bilhões até 2034. Esse crescimento é impulsionado por inovações em setores como construção, aeroespacial e manufatura. Mesmo o segmento relacionado de Estereolitografia (SLA) deteve mais de 11% da participação de mercado em 2024. Esse crescimento demonstra o potencial significativo do SLM para o futuro da manufatura. Estatísticas mais detalhadas estão disponíveis aqui.
Compreender esses fundamentos é o primeiro passo para construir com sucesso uma impressora 3D SLM. Seções posteriores explorarão os componentes específicos e a montagem necessária para este projeto complexo, mas gratificante.
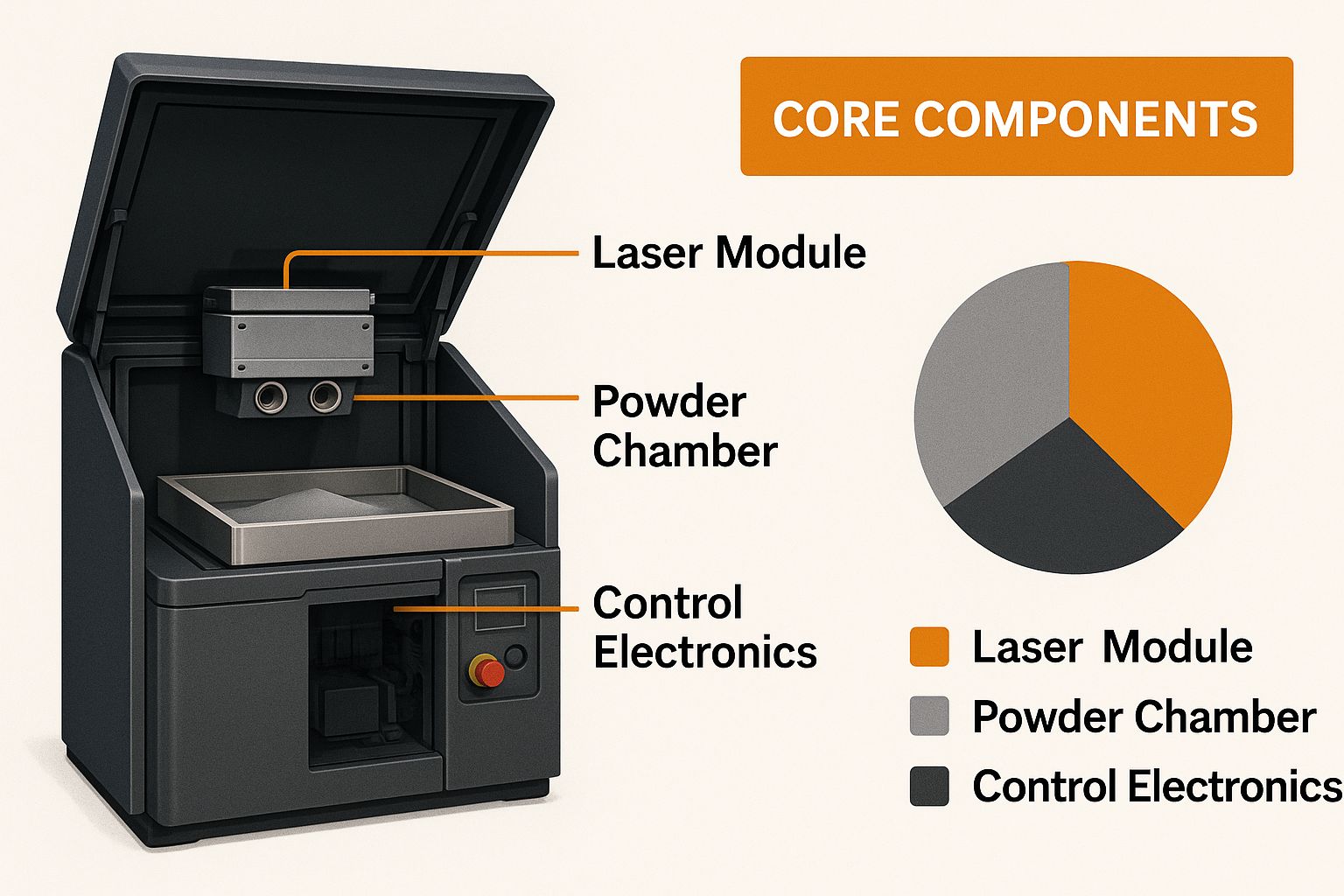
Os Blocos de Construção: Componentes Essenciais que Importam
Construir uma impressora 3D de Fusão Seletiva a Laser (SLM) não é apenas sobre querer criar objetos metálicos complexos. Exige um entendimento sólido dos componentes principais e de como eles interagem. Essas partes trabalham em conjunto para construir uma máquina precisa e poderosa capaz de transformar pó metálico em designs intrincados. Escolher o hardware certo é fundamental para impressões bem-sucedidas. Vamos explorar os elementos vitais que fazem uma impressora 3D SLM funcionar.
O Coração do Sistema: O Laser
O laser está no coração de toda impressora 3D SLM. É uma fonte de energia poderosa que derrete o pó metálico. Embora a potência seja um fator chave, a qualidade do feixe e a estabilidade são igualmente importantes. Um laser de fibra de alta qualidade fornece o controle preciso e a energia consistente necessários para uma impressão SLM eficaz. Escolher o laser certo requer equilibrar potência, precisão e orçamento.
Manuseio de Pó: Precisão e Controle
O manuseio preciso do pó é essencial para impressões consistentes e um ambiente de trabalho seguro. Isso envolve a entrega precisa, espalhamento e reciclagem do pó metálico. Um sistema falho pode levar à contaminação do pó, espessura desigual das camadas e riscos de segurança. Um mecanismo confiável e preciso de manuseio do pó garante impressões de alta qualidade.
Controle de Atmosfera: O Ambiente Inerte
A impressão SLM exige uma atmosfera controlada dentro da câmara de construção. Isso normalmente envolve o uso de gases inertes como argônio ou nitrogênio. Esses gases evitam a oxidação e outras reações indesejadas durante o processo de fusão. Manter essa atmosfera controlada é fundamental para produzir peças fortes e duráveis.
Gerenciamento de Temperatura: Evitando Falhas Custosas
O controle preciso da temperatura é fundamental para a impressão SLM. O aquecimento e resfriamento rápidos podem causar empenamento, rachaduras ou outros defeitos se não forem cuidadosamente gerenciados. Uma temperatura estável dentro da câmara de construção é vital. Medidas eficazes de controle de temperatura previnem esses problemas, resultando em impressões superiores.
Orquestrando o Processo: Controle de Varredura e Movimento
O sistema de varredura por galvanômetro guia o feixe de laser sobre a cama de pó, traçando o design desejado. Ele funciona com o sistema de controle de movimento, que move com precisão a plataforma de construção. O movimento sincronizado desses sistemas é fundamental para impressões precisas e detalhadas. O controle e a coordenação precisos entre esses elementos são cruciais para alcançar geometrias intrincadas.
Os Heróis Desconhecidos: Eletrônicos e Software
A eletrônica e o software atuam como o cérebro da impressora, controlando todos os aspectos do processo. Eles gerenciam a potência do laser, os padrões de varredura, o movimento da plataforma e as condições atmosféricas. Eletrônica confiável e bem integrada garante um processo de impressão estável e bem-sucedido. A comunicação perfeita entre o hardware e o software é essencial.
Comparação de Componentes e Considerações de Custo
A tabela abaixo resume os componentes essenciais, suas funções, faixas de custo estimadas e complexidade relativa de construção (1 sendo o mais simples, 5 o mais complexo). O gráfico de dados a seguir representa visualmente essas informações, oferecendo uma comparação clara de custos e complexidade.
| Componente | Função | Faixa de Custo Estimada ($) | Complexidade de Construção (1-5) |
|---|---|---|---|
| Laser de fibra | Derrete e funde pó de metal | 5.000 - 20.000+ | 5 |
| Sistema de Manuseio de Pó | Entrega, espalha e recicla pó de metal | 1,000 - 5,000 | 4 |
| Sistema de gás inerte | Mantém um ambiente livre de oxigênio na câmara de construção | 500 - 2,000 | 3 |
| Sistema de Controle de Temperatura | Regula a temperatura dentro da câmara de construção | 500 - 2,000 | 3 |
| Sistema de Varredura por Galvanômetro | Direciona o feixe de laser através da cama de pó | 1,000 - 3,000 | 4 |
| Sistema de Controle de Movimento | Move precisamente a plataforma de construção | 500 - 2,000 | 3 |
| Eletrônicos e Software | Controla e gerencia todo o processo de impressão | 500 - 1,500 | 4 |
Este gráfico de dados visualiza o custo e a complexidade de cada componente necessário para construir uma impressora 3D SLM. Como o gráfico mostra claramente, o laser de fibra é o investimento mais significativo, seguido pelos sistemas de manuseio de pó e de varredura. O gráfico também destaca a complexidade dos sistemas de laser e manuseio de pó, ressaltando a importância de um planejamento cuidadoso durante essas fases de construção. Essas informações ajudam os construtores a fazer escolhas informadas, equilibrando os requisitos de desempenho com as restrições orçamentárias. Compreender esses componentes principais minuciosamente estabelece a base para uma construção bem-sucedida de uma impressora 3D SLM.
Dando Vida à Sua Impressora SLM: Guia de Montagem

Este guia orienta você pelo processo de montagem da sua impressora 3D SLM. Vamos levá-lo desde os componentes individuais até uma máquina totalmente funcional, cobrindo tudo, desde a construção inicial da estrutura até as calibrações finais do sistema. Lembre-se, uma montagem cuidadosa é fundamental para criar uma impressora 3D SLM que opere de forma segura e eficaz.
Construindo uma Base Sólida: Construção de Estrutura
Uma estrutura rígida é essencial para minimizar vibrações, um fator crítico para alcançar uma impressão precisa. Muitos construtores optam por extrusões de alumínio devido à sua modularidade e montagem simples.
No entanto, se você está planejando construções maiores, uma estrutura de aço oferece estabilidade superior. Ao escolher o material da estrutura, considere cuidadosamente o uso pretendido e o tamanho geral da sua impressora.
Esta decisão impactará significativamente a precisão e a estabilidade a longo prazo da sua impressora SLM.
Criando o Ambiente Controlado: Montagem da Câmara de Construção
A câmara de construção desempenha um papel crucial na manutenção de uma atmosfera inerte, prevenindo a oxidação durante o processo de impressão. Isso requer um invólucro bem vedado.
Preste muita atenção a todas as juntas e conexões, garantindo que estejam devidamente seladas para evitar vazamentos. Use um selante adequado e certifique-se de que a porta da câmara feche com segurança. Uma câmara bem selada é fundamental para o sucesso da impressão SLM.
Este ambiente controlado garante consistência para o processo de fusão a laser.
Posicionamento para Precisão: Montagem a Laser
O posicionamento preciso do laser é absolutamente crítico para alcançar resultados de impressão consistentes. Monte cuidadosamente o laser de acordo com as instruções do fabricante.
O alinhamento preciso garante que o laser foque corretamente na cama de pó. Mesmo pequenas variações podem resultar em fusão desigual e qualidade comprometida da peça.
Verifique seu alinhamento antes de continuar. Essa abordagem meticulosa resultará, em última análise, em impressões de alta qualidade.
O Mecanismo de Leito de Pó: Camadas Suaves e Consistentes
O recoater é responsável por distribuir camadas frescas de pó e impacta significativamente a qualidade final da impressão. Uma distribuição de pó suave e consistente é fundamental.
Mesmo pequenos ajustes no design do recoater, como o ângulo da lâmina e a pressão que ela exerce sobre a cama de pó, podem melhorar dramaticamente o desempenho. Esses detalhes aparentemente pequenos influenciam muito a qualidade de cada camada impressa.
Sistemas de Fiação e Controle: Conectando o Cérebro
A fiação do sistema de controle exige atenção cuidadosa. Siga um diagrama de fiação detalhado e conecte todos os componentes meticulosamente.
Certifique-se de implementar circuitos de segurança essenciais, incluindo paradas de emergência, para proteger tanto você quanto o equipamento. Verifique todas as conexões para garantir o aterramento adequado, assegurando a segurança elétrica e minimizando possíveis problemas operacionais.
Calibração: Ajuste fino para desempenho ideal
Após a montagem do hardware estar completa, a calibração é a etapa final e crucial. Este processo envolve o ajuste fino do laser, galvanômetros e do sistema de controle de movimento.
A calibração adequada garante que todos os componentes funcionem juntos harmoniosamente, resultando em impressões precisas e consistentes. Isso transforma suas peças montadas em um sistema de impressão coordenado.
Uma calibração minuciosa é essencial para alcançar desempenho ideal. Com a calibração adequada, sua impressora 3D SLM estará pronta para dar vida aos seus designs.
Segurança em Primeiro Lugar: Protegendo Você e Sua Oficina

Construir e usar uma impressora 3D de Fusão Seletiva a Laser (SLM) envolve considerações de segurança inerentes. Esta seção descreve precauções importantes para proteger você e seu espaço de trabalho durante a construção e operação de uma impressora SLM. Essas medidas de segurança são cruciais para qualquer pessoa que realize este projeto.
Segurança com Laser: Protegendo Seus Olhos e Pele
Lasers de alta potência são fundamentais para a impressão SLM, mas apresentam riscos significativos para seus olhos e pele. Proteção ocular adequada projetada para o comprimento de onda específico do laser é absolutamente essencial. Enclausuramentos ao redor da área de impressão, construídos com materiais não reflexivos, também são vitais. Esses enclausuramentos ajudam a conter quaisquer reflexos de laser dispersos, minimizando o risco de exposição acidental. Priorizar a segurança com lasers deve ser sempre sua principal preocupação.
Manuseio de Pó Metálico: Proteção Respiratória
Ao trabalhar com os finos pós metálicos usados na impressão SLM, as máscaras de poeira padrão de oficina simplesmente não são suficientes. Esses pós podem ser facilmente inalados, representando riscos potenciais à saúde. Respiradores com filtro HEPA são obrigatórios ao manusear ou estar próximo a pós metálicos. Muitos construtores experientes optam por respiradores equipados com filtros P100, que oferecem o mais alto nível de proteção contra as partículas finas prevalentes na impressão SLM.
Riscos de Explosão: Armazenamento e Manuseio Seguro
Sob certas condições, pós metálicos finos podem ser surpreendentemente explosivos. O armazenamento e manuseio adequados são cruciais para prevenir situações perigosas. Armazene pós metálicos em recipientes herméticos, mantidos em local fresco e seco, longe de quaisquer fontes de ignição. Essa prática reduz significativamente o risco de explosões de poeira. Você pode encontrar mais informações sobre práticas seguras de manuseio em nosso guia sobre protocolos de segurança a laser. Além disso, evite criar nuvens de poeira ao manusear pós, pois isso pode aumentar significativamente o risco de explosão.
Segurança Elétrica: Aterramento e Sistemas de Alta Potência
Impressoras SLM utilizam sistemas elétricos de alta potência, tornando o aterramento adequado fundamental para prevenir choques elétricos. Siga as melhores práticas para a fiação elétrica e assegure que todos os componentes, incluindo a estrutura da impressora, a fonte de alimentação do laser e a eletrônica de controle, estejam corretamente aterrados. Utilizar fiação e componentes de alta qualidade, classificados para os requisitos específicos de voltagem e corrente da sua impressora, minimizará ainda mais os riscos elétricos.
Gestão de Gás Inerte: Depleção de Oxigênio
Os gases inertes usados na impressão SLM criam um ambiente livre de oxigênio dentro da câmara de construção. No entanto, esses gases podem deslocar o oxigênio no ambiente da oficina, potencialmente levando à redução de oxigênio. A ventilação adequada é essencial para manter um ambiente respirável seguro. Utilize monitores de oxigênio para detectar qualquer diminuição nos níveis de oxigênio e garantir ventilação suficiente para prevenir esse perigo silencioso, mas sério.
Supressão de Incêndios: Combatendo Incêndios de Pó de Metal
Incêndios causados por pó de metal requerem métodos especializados de supressão de fogo. Sistemas tradicionais à base de água podem, na verdade, agravar esses incêndios. Considere extintores de incêndio Classe D ou outros sistemas de supressão especializados especificamente projetados para incêndios de metal, para uma abordagem mais segura. Ter um plano de segurança contra incêndios bem definido é crucial em qualquer ambiente de oficina. Como ponto de interesse, Estereolitografia (SLA), uma tecnologia relacionada ao SLM, está experimentando um crescimento rápido. O mercado de SLA, avaliado em USD 2,48 bilhões em 2024, está projetado para alcançar USD 18,86 bilhões até 2033.
Seguindo diligentemente essas precauções de segurança, você pode mitigar substancialmente os riscos associados à construção e ao uso de uma impressora 3D SLM. Um ambiente de trabalho seguro permite que você se concentre no potencial criativo e inovador dessa poderosa tecnologia. Lembre-se, a segurança deve ser sempre sua principal prioridade.
Do Básico ao Brilhante: Otimizando Sua Impressora SLM
Construir uma impressora 3D de Fusão Seletiva a Laser (SLM) é uma grande conquista. Mas o verdadeiro teste está em ajustar seu desempenho para alcançar impressões de qualidade profissional. Esta seção explora as técnicas para elevar uma impressora SLM básica a uma máquina de alto desempenho. Cobriremos os ajustes e calibrações essenciais que desbloqueiam todo o potencial da sua impressora.
Calibração a Laser: Potência e Precisão
Calibração do laser é fundamental. Isso envolve ajustar finamente o laser para fornecer potência consistente e manter o foco nítido em toda a plataforma de construção. Potência inconsistente pode criar pontos fracos ou fusão incompleta do pó metálico. Um feixe de laser desfocado resulta em baixa resolução e dimensões imprecisas. A calibração precisa garante a entrega consistente de energia, levando a peças impressas de alta qualidade.
Parâmetros da Camada em Leito de Pó: Espessura da Camada e Velocidade de Revestimento
Parâmetros da cama de pó impactam significativamente o produto final. Espessura da camada influencia a resolução e o acabamento da superfície. Camadas mais grossas imprimem mais rápido, mas sacrificam detalhes, resultando em uma superfície mais áspera. Camadas mais finas aumentam o tempo de impressão, mas criam superfícies mais suaves e detalhadas. Velocidade de recoating — a taxa na qual a lâmina espalha o pó fresco — também desempenha um papel. Muito rápido pode levar a uma distribuição desigual, enquanto muito lento aumenta o tempo de construção. Encontrar o equilíbrio certo entre esses parâmetros é fundamental.
Modificações na Plataforma de Construção: Prevenindo Deformações
A deformação da peça, um problema comum na impressão SLM, ocorre quando a peça se deforma devido ao estresse térmico durante a construção. Modificar a plataforma de construção pode ajudar a prevenir isso. Uma plataforma de construção aquecida mantém uma temperatura mais uniforme, minimizando a deformação. Técnicas mais avançadas envolvem ciclos de pré-aquecimento ou o uso de plataformas feitas de materiais com condutividade térmica superior. Como dominar o controle de temperatura e a preparação da plataforma oferece mais insights.
Aprimoramentos no Controle da Atmosfera: Fluxo de Gás e Monitoramento
A atmosfera dentro da câmara de construção é crucial para a impressão SLM bem-sucedida. Otimizar os padrões de fluxo de gás garante que a cama de pó seja constantemente coberta com gás inerte. Isso previne a oxidação e melhora a densidade da peça final. Monitorar a composição do gás fornece dados valiosos sobre o ambiente de construção. Isso permite ajustes proativos, mantendo condições ideais de impressão e prevenindo problemas potenciais.
Otimização de Software: Desempenho de Precisão
O software é o centro de controle da impressão SLM. Otimizar parâmetros como a velocidade de varredura do laser e o espaçamento do hatch ajusta finamente todo o processo. Problemas comuns como porosidade (pequenas cavidades dentro da peça) e problemas de acabamento superficial frequentemente requerem ajustes no software. Preocupações com a integridade estrutural também podem ser resolvidas por meio de ajustes no software, garantindo que a peça final atenda à resistência e durabilidade desejadas.
Solução de Problemas Comuns
A tabela a seguir oferece soluções para problemas comuns de impressão SLM. Ela identifica causas potenciais e sugere etapas práticas de solução de problemas.
Problemas Comuns de Impressão SLM e Soluções
| Emitir | Possíveis causas | Soluções |
|---|---|---|
| Porosidade | Gás preso, potência do laser insuficiente | Ajustar a potência do laser, pré-aquecer o pó, otimizar os parâmetros de varredura |
| Acabamento de superfície | Espessura da camada incorreta, problemas com a lâmina do recoater | Ajuste a espessura da camada, otimize a velocidade do recoater, considere diferentes pós |
| Deformação | Estresse térmico, resfriamento desigual | Use uma plataforma de construção aquecida, otimize a orientação da construção, implemente o pré-aquecimento |
Ao abordar essas áreas-chave, você pode melhorar drasticamente o desempenho da sua impressora 3D SLM. Essa otimização cuidadosa permite que sua impressora alcance seu pleno potencial, produzindo peças metálicas complexas e de alta qualidade.
Pós e Suprimentos: Os Materiais Que Fazem Acontecer
Construir uma impressora 3D de Fusão Seletiva a Laser (SLM) bem-sucedida envolve mais do que apenas montar o hardware correto. Os materiais que você escolhe, especialmente os pós metálicos, têm um impacto direto na qualidade e nas possibilidades das suas impressões finalizadas. Esta seção explora os fatores essenciais a serem considerados ao selecionar, armazenar e usar esses materiais especializados de forma segura e eficaz.
Escolhendo o Pó Metálico Certo: Propriedades e Considerações
Escolher o pó metálico certo é crucial para a impressão 3D SLM. Diferentes pós possuem propriedades únicas que afetam tanto o processo de impressão quanto as características da peça final. Distribuição do tamanho das partículas é fundamental para o fluxo do pó e para a densidade com que o pó se compacta. Um tamanho de partícula consistente resulta em uma cama de pó mais suave e uniforme, o que é essencial para impressões de alta qualidade. Morfologia, referindo-se à forma das partículas do pó, também influencia a densidade e as propriedades mecânicas da peça final. Partículas esféricas são geralmente preferidas porque fluem e se compactam de forma consistente.
Opções de Pó Metálico para Configurações DIY: Equilibrando Desempenho e Praticidade
Vários pós metálicos são adequados para configurações DIY de SLM. Aço inoxidável, especialmente 316L, é uma opção popular devido ao seu custo relativamente baixo, facilidade de impressão e resistência à corrosão. Ligas de alumínio, como AlSi10Mg, oferecem resistência leve, mas exigem um ambiente mais controlado porque são reativas. Outros materiais, como titânio e Inconel, oferecem desempenho excepcional, mas são mais caros e requerem manuseio mais complexo.
Armazenamento e Manuseio Seguro: Prevenção de Riscos e Contaminação
Pós metálicos exigem manuseio e armazenamento cuidadosos devido aos seus potenciais perigos. Pós metálicos finos podem ser inflamáveis ou até explosivos em certas condições. É importante armazenar os pós em recipientes herméticos em um local fresco e seco, longe de qualquer coisa que possa incendiá-los. Sempre use equipamento de proteção individual (EPI) adequado, incluindo um respirador com filtro HEPA e luvas, ao trabalhar com pós metálicos. Essas medidas de segurança reduzem o risco de inalação e contaminação, criando um ambiente de trabalho seguro.
Seleção de Gás Inerte: Argônio vs. Nitrogênio
A escolha entre argônio e nitrogênio como gás inerte impacta o processo de impressão. O argônio é geralmente preferido por sua superior inércia, especialmente ao imprimir metais reativos como alumínio ou titânio. No entanto, o nitrogênio pode ser uma opção mais econômica para algumas aplicações. A melhor escolha depende do metal específico e das propriedades desejadas da peça final. Pesar o custo em relação ao desempenho ajuda você a fazer uma escolha informada.
Peças Consumíveis e Manutenção: Prolongando a Vida Útil
Algumas peças em uma impressora 3D SLM estão sujeitas a desgaste e precisam ser substituídas periodicamente. A janela do laser, que protege a óptica do laser contra pó e respingos, requer limpeza regular e eventual substituição. A lâmina do recoater, que espalha o pó, também pode se desgastar com o tempo. A manutenção regular, incluindo limpeza e alinhamento adequado, prolonga a vida útil dessas peças consumíveis, otimizando o desempenho da impressora e reduzindo os custos operacionais.
Pós-processamento: Refinando suas impressões
Após a impressão, etapas de pós-processamento são necessárias para transformar a peça bruta em uma peça acabada. A remoção de suportes geralmente é o primeiro passo, frequentemente seguida por tratamento térmico para melhorar as propriedades mecânicas da peça. Técnicas de usinagem e acabamento superficial refinam ainda mais a peça para atender a requisitos precisos. As etapas específicas de pós-processamento dependem do material utilizado e do uso pretendido da peça impressa.
Desde a seleção do pó metálico correto até garantir o pós-processamento adequado, entender as especificidades dos materiais e suprimentos é crucial para o sucesso da impressão 3D SLM. Esse conhecimento permite que você crie peças de alta qualidade adaptadas às suas necessidades e utilize plenamente essa tecnologia avançada. Pronto para informações mais detalhadas sobre lasers e manufatura? Visite Laser Insights China em https://laser-podcast.com para insights especializados, recursos técnicos e uma comunidade de inovadores.