
SLM金属印刷技術の背後にある力

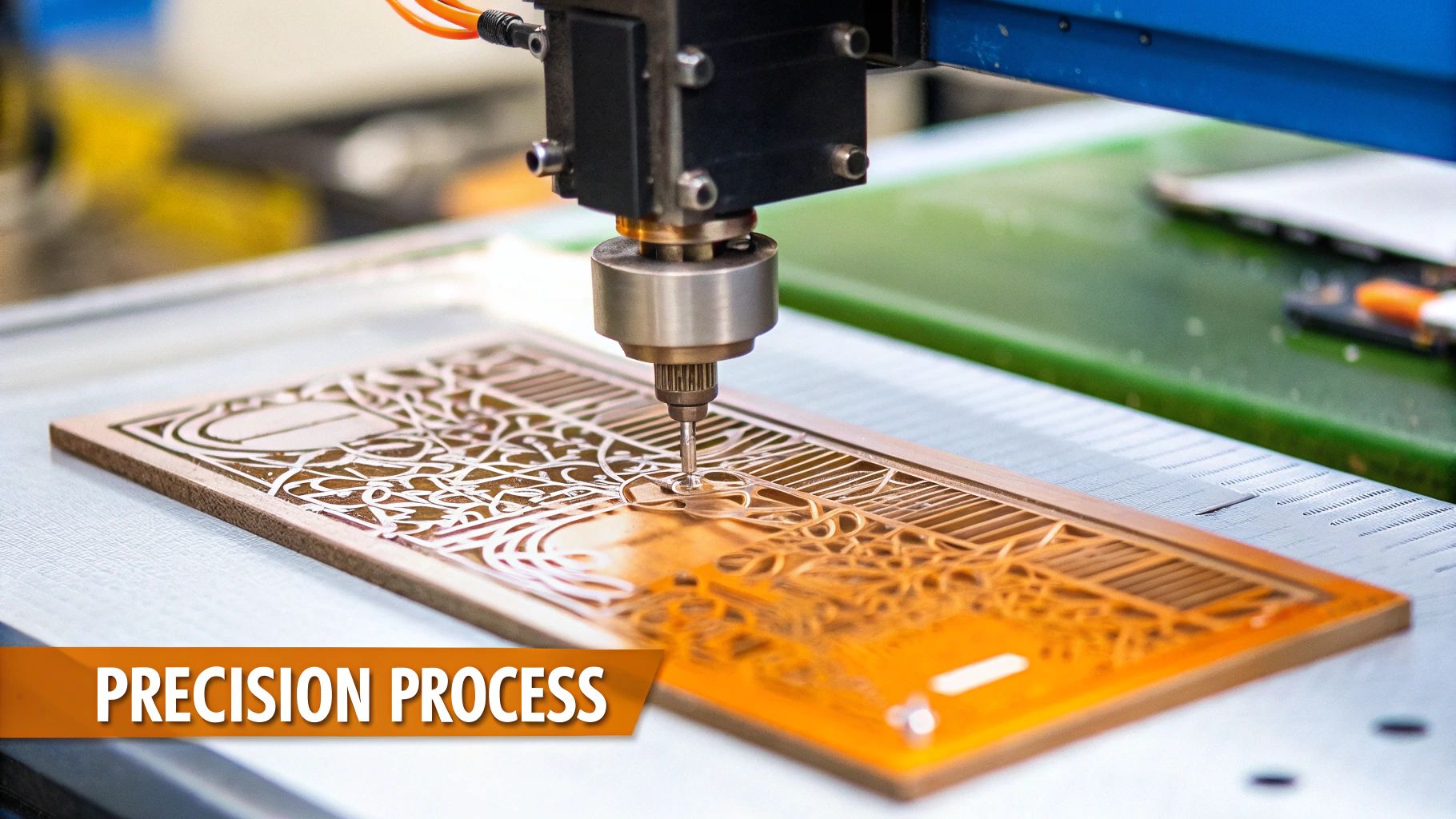
選択的レーザー溶融(SLM)、別名SLM金属プリントは、付加製造における大きな飛躍を示しています。この技術は高出力レーザーを使用して粉末状の金属を層ごとに溶かし融合させます。これにより、デジタル設計から直接3Dオブジェクトを作成することが可能になります。
このプロセスは、従来の製造方法では不可能な非常に複雑な形状や精巧な内部構造の可能性を解き放ちます。これにより、さまざまな用途で革新的なデザインや性能向上への扉が開かれます。
SLMプロセスの理解
SLMプロセスには、正確に制御された環境が必要です。惰性ガスで満たされたビルドチャンバー内で、強力なレーザービームが設計仕様に従って金属粉末を溶かします。高度なスキャンシステムがレーザーの正確な動きを導き、正確で一貫した結果を保証します。
各層が固まると、ビルドプラットフォームが下がり、新しい粉末の層が分布されます。このプロセスはオブジェクトが完成するまで繰り返されます。
SLM金属印刷の主な利点
-
複雑な形状:SLMは、複雑な内部チャネル、格子構造、および複雑な外形を持つ部品の作成に優れています。
-
高精度: 集中したレーザービームにより、細かいディテールと厳しい公差が可能となり、高品質な部品を製造します。
-
材料の多様性:SLMは、チタン、アルミニウム、ステンレス鋼、ニッケル基超合金など、さまざまな金属粉末に対応しています。この多様性により、さまざまな産業での応用が可能です。
-
優れた機械的特性:SLMによって作成された部品は、優れた強度、密度、耐久性を示し、従来の製造部品に匹敵するかそれを超えることがよくあります。
この高品質な部品を製造する能力が、SLMの市場シェア拡大を促進しています。2023年には、SLM技術は世界の金属3Dプリント市場の総収益の5.36%のシェアを占めました。その人気の理由は、粉末から直接複雑な金属部品を製造できる能力にあります。航空宇宙、自動車、医療などの産業は、プロトタイプ、工具、軽量で高強度の部品の生産にSLMをますます採用しており、市場をさらに拡大しています。より詳細な統計は、こちらでご覧いただけます:Grand View Research
SLMとその他の金属3Dプリント技術
SLMは、直接金属レーザー焼結(DMLS)や電子ビーム溶融(EBM)などの他の金属積層造形プロセスと類似点がありますが、重要な違いも存在します。DMLSは通常、金属粉末を焼結または部分的に溶融させ、わずかに多孔質の部品を作成します。
EBMは真空チャンバー内で電子ビームを使用します。これにより反応性の高い金属に適していますが、材料特性や後処理に異なるアプローチが必要です。SLMは粉末を完全に溶融させることで、より高密度で優れた機械的特性を持つ部品を作成し、要求の厳しい用途に好まれる選択肢となっています。
これらの区別は材料の選択や設計の決定に影響を与えます。各技術の強みと制限を理解することが重要です。
卓越した結果を得るためのSLMプロセスパラメータの習得
選択的レーザー溶融(SLM)金属印刷の基本を踏まえ、パラメータ最適化の重要な領域を探りましょう。これは、良好な部品を真に卓越したコンポーネントに変える鍵です。レーザー出力、走査戦略、粉末特性の相互作用を理解することは、航空宇宙のような厳しい産業が要求する厳格な品質基準を達成するために極めて重要です。
レーザーパワーの影響
レーザー出力はSLMプロセスの中心に位置しています。これは金属粉末がどれだけ効果的に溶融し融合するかを決定し、最終部品の密度や機械的特性に直接影響を与えます。出力が不足すると、溶融不完全や多孔性が生じ、部品が弱くなります。逆に、出力が過剰だと望ましくない蒸発や有害な材料変化を引き起こす可能性があります。最適な結果を得るためには、「ゴールディロックス」設定、つまり多すぎず少なすぎない設定を見つけることが重要です。レーザーのパラメータについてさらに詳しく知りたい方は、こちらのリソースをご覧ください:How to master laser parameters
SLMで製造された部品の品質と効率は、いくつかの重要なプロセスパラメータによって大きく影響されます。特にレーザー出力は、完全な溶融を達成し、金属粉末の密度を最大化するために基本的な要素です。研究によると、適切に校正されたレーザー出力設定により、99.5%を超える相対密度の部品を得ることができます。これは伝統的な鍛造部品の密度に匹敵し、時にはそれを上回ることもあります。この高密度は、十分なレーザーエネルギーが粉末粒子の完全な溶融を保証し、優れた融合を促進し、気孔などの欠陥を最小限に抑えるために達成可能です。SLMシステムで一般的に使用されるレーザーには、YAGやファイバーレーザーなどの固体レーザー、そして特定の波長と出力安定性のために時折CO2レーザーが選ばれます。SLMにおけるレーザー出力の役割については、この研究をご覧ください:Laser Power Research。レーザー出力、走査速度、層厚などのパラメータを正確に調整することが、最終部品の機械的特性と表面仕上げに直接影響を与えます。
スキャン戦略とその重要性
レーザー出力を超えて、レーザーが粉末床上を通過する経路、すなわちスキャン戦略が重要な役割を果たします。ハッチング、輪郭描画、アイランドスキャンなどの異なる戦略は、材料の溶融と固化の仕方に影響を与えます。選択された戦略は残留応力、部品の変形の可能性、および全体の製造時間に影響します。例えば、ハッチング戦略は大きく平らな表面に理想的である一方、輪郭スキャンは複雑な曲線の表面仕上げを向上させることができます。
粉末の特性:重要な要素
金属粉末自体の特性もSLMの成功にとって非常に重要です。粒子径分布、流動性、および酸素含有量のような要素が、プロセス全体での粉末の挙動に影響を与えます。均一な粒子径は均一な溶融と予測可能な結果を促進します。良好な流動性はビルドプラットフォーム全体に均一な粉末分布を保証し、これは一貫した層形成に不可欠です。低い酸素含有量を維持することで酸化を防ぎ、材料の完全性を保ちます。これらの要素は特にチタンのような反応性金属を処理する際に重要です。
材料固有のパラメータ最適化
異なる金属は、それぞれに合わせたSLMパラメータ設定を必要とします。高い融点と反応性で知られるチタンは、酸化を抑え適切な融合を確保するために、レーザー出力と走査速度の精密な制御が求められます。高い反射率と熱伝導率を持つアルミニウムは、エネルギー損失と急速な熱拡散を補うための調整が必要です。チタンほど反応性は高くないものの、ステンレス鋼は熱応力や変形の可能性に関連する課題を呈します。これらの材料固有の微妙な違いを理解することは、SLM金属印刷の成功に不可欠です。各材料には最終部品の品質に最終的に影響を与える独自の考慮事項があります。
主要なSLMプロセスパラメータとその影響を要約すると、次の表を見てみましょう。
主要なSLMプロセスパラメータとその影響 この表は、SLM金属印刷における重要なパラメータと、それらが部品の品質および性能に与える影響をまとめたものです。
| パラメータ | 標準範囲 | 主な効果 | 二次的影響 | 最適化のヒント |
|---|---|---|---|---|
| レーザーパワー | 100-500 W | 溶融池のサイズと深さ | 多孔性、表面粗さ、残留応力 | 素材と希望の密度に基づいて調整する |
| スキャン速度 | 500~2000 mm/秒 | ビルド速度、溶融池の形状 | 表面粗さ、残留応力 | 望ましい品質と速度のバランスを取る |
| 層の厚さ | 20~100µm | 解像度、ビルド時間 | 表面粗さ、部品の強度 | 望ましい機能の詳細とビルド時間を最適化する |
| ハッチ間隔 | 50~200µm | 密度、溶融池の重なり | 表面粗さ、残留応力 | 素材とレーザー出力に基づいて調整する |
| 粉末粒子サイズ | 15~45µm | 流動性、充填密度 | 多孔性、表面粗さ | 素材と希望する解像度に適したサイズを選択してください |
| 酸素含有量 | 0.1%未満 | 材料特性 | 多孔性、機械的強度 | 酸化を防ぐために酸素を最小限に抑える |
この表は、SLMパラメータと部品品質への影響との複雑な関係を強調しています。これらのパラメータの慎重な最適化は、望ましい結果を達成するために非常に重要です。
SLM金属印刷の成功のための戦略的材料選択
材料選択はSLM金属印刷の成功において重要な役割を果たします。このセクションでは、さまざまな産業でSLMプロセスに使用される多様な金属粉末の範囲について詳しく説明します。航空宇宙で使用されるチタン合金から医療用インプラントに用いられる生体適合性のコバルトクロムまで、これらの材料の特性が実際の性能にどのように反映されるかを探ります。
主要な粉末特性の理解
選択的レーザー溶融(SLM)ビルドの成功は、使用される金属粉末の特性に大きく依存します。重要な特性は、粒子径分布、流動性、および酸素含有量の3つです。
均一な粒径分布は、均一な溶融と予測可能な結果に不可欠です。良好な流動性は、ビルドプラットフォーム全体に均等な粉末分布を保証し、安定した層形成に重要です。細かい砂を注ぐのと砂利を注ぐのを考えてみてください — 均一な砂粒がより滑らかで平らな表面を作り出します。
低酸素含有量は酸化を防ぎ、材料の完全性を維持するために重要です。
材料特性と実際の性能
異なる材料は、それぞれ特定の用途に適した独自の特性を持っています。高い強度対重量比と耐腐食性で知られるチタン合金は、航空宇宙用途で頻繁に使用されています。
一方で、医療用インプラントは、コバルトクロム合金のような生体適合性材料を必要とすることが多いです。最終製品の使用目的が材料選択に大きく影響します。
選択プロセスは、各プロジェクトの特定の要求を考慮しなければなりません。必要な強度、重量、動作環境などの要素が重要な役割を果たし、単に一般的な推奨に頼るだけでは不十分です。
業界用途に基づく材料選択
航空宇宙産業はしばしば、ストレス下で非常に優れた性能を発揮する材料を必要とします。チタン合金は、その高い強度と軽量性から自然な選択肢です。GE AviationとSafran Aircraft Enginesの共同開発によるLEAPエンジンは、チタン合金製の3Dプリント燃料ノズルを特徴としています。これらのノズルは、従来の製造部品よりも15%軽く、5倍耐久性があります。
医療分野では、インプラントに生体適合性材料が広く使用されています。コバルトクロム合金はこれらの生体適合性の要件を満たすとともに、優れた耐摩耗性も提供します。これにより、股関節および膝関節の置換に適しています。
新興材料と将来の能力
SLM金属印刷の分野は絶えず進化しており、新しい材料が継続的に開発されています。研究者や製造業者は、SLMプロセス専用に設計された新しい合金や複合材料を探求しています。
これらの進歩はSLMの可能性を広げます。例えば、軽量でありながら強度の高い部品を必要とする用途向けに、新しい高強度アルミニウム合金が開発されています。
この継続的な開発により、SLMは先進的な製造の最前線に立ち続けています。材料科学の絶え間ない革新は、さらに大きな能力を解き放ち、SLM金属印刷の応用範囲をさらに広げることを約束します。
SLM金属印刷による産業の変革

選択的レーザー溶融(SLM)金属印刷は、企業の製品設計と製造の方法を変革しています。この積層造形プロセスは新たな可能性を提供し、航空宇宙から医療までの産業に影響を与えています。このセクションでは、SLMの拡大する市場、そのさまざまな分野での応用、およびその普及を促進する技術の進歩について探ります。
SLMが主要産業に与える影響
SLMはさまざまな産業で非常に価値を発揮しています。航空宇宙分野では、SLMにより航空機部品の大幅な軽量化が可能となり、燃料効率の向上につながっています。医療機器メーカーはSLMを活用してカスタマイズされたインプラントを製造し、患者ケアを改善しています。自動車産業では、SLMを利用して複雑で高性能な部品を最適化された設計で作り出しています。
これらのアプリケーションは、SLMの適応性と製造業を革新する可能性を示しています。レーザー技術の詳細については、こちらのリソースをご覧ください:レーザー技術の詳細
市場の成長と地域の動向
SLM金属印刷の世界市場は著しい成長を遂げています。2025年には約133億米ドルと評価されており、SLM 3Dプリンターの市場は今後も拡大が見込まれています。この成長は、特に航空宇宙および医療分野における、精密で軽量かつ複雑な金属部品の需要増加によって促進されています。
北米は現在、製造業者とエンドユーザーの確立されたエコシステムによりSLM市場をリードしています。しかし、アジア太平洋地域は急速な成長を示しており、採用の増加を示しています。この世界的な拡大は、SLMの変革能力が広く認識されていることを強調しています。より多くの市場統計については、こちらのレポートをご覧ください:SLM Market Report
マルチレーザーシステム:ゲームチェンジャー
マルチレーザーシステムの登場は、SLMの人気の高まりにとって重要でした。いくつかのシステムは最大6つのレーザーを使用し、印刷速度と精度を大幅に向上させています。この進歩は、SLM技術における以前の懸念であった遅いビルド時間という歴史的な制約に対処しています。
この効率の向上により、より大量の生産が可能となり、実用的なSLMの適用範囲が広がります。かつては数日かかっていた部品の製造が、今では数時間で完了できるようになり、生産スケジュールとコストに大きな影響を与えています。
SLM採用の推進力
いくつかの要因が企業にSLMの採用を促しています。より強靭なサプライチェーンの必要性が、SLMによって可能となる地域生産を促進しています。持続可能性もまた推進力の一つであり、SLMは従来の削り出し製造に比べて材料の無駄を減らします。最後に、市場の変化に対する製造の機敏性と対応力の需要が、SLMのような適応可能なソリューションを非常に魅力的なものにしています。
以下の表は、さまざまな産業分野におけるSLMの採用状況をまとめたものです。
産業セクター別のSLM採用状況:この表は、主要な産業セクターにおけるSLM金属印刷の採用、用途、および利点を比較しています。
| 業界 | 採用レベル | 主な用途 | 主なメリット | 注目すべき課題 |
|---|---|---|---|---|
| 航空宇宙 | 高い | 軽量コンポーネント、複雑なエンジン部品 | 軽量化、燃費向上、デザインの自由度 | 材料費、資格基準 |
| 医学 | 適度 | 患者特有のインプラント、外科用器具 | カスタマイズされたデザイン、生体適合性、滅菌 | 規制承認、材料選択 |
| 自動車 | 成長中 | 複雑な部品、工具 | 設計最適化、性能向上、迅速な試作 | 生産のスケーラビリティ、材料費 |
| エネルギー | 適度 | タービンブレード、燃料ノズル | 耐久性の向上、高温耐性 | 材料特性、複雑な形状 |
この表は、SLMの採用レベルの違いと各セクターにおける独自の利点と課題を強調しています。航空宇宙分野では大幅な統合が見られますが、他の産業も設計の最適化と性能向上の可能性に惹かれて急速に追いついています。産業が効率的で革新的な製造ソリューションを追求し続ける中、SLMはますます重要な役割を果たすことが期待されています。
SLMの成功のための設計:従来の考え方を超えて

選択的レーザー溶融(SLM)金属プリントの可能性を真に引き出すには、設計アプローチを再考する必要があります。付加製造のための設計(DfAM)原則は、従来の方法では到底及ばない可能性の扉を開きます。これには、最小特徴サイズの理解、サポート構造の戦略的配置、最高品質のプリントのための最適な部品の向きを見つけることが含まれます。より詳しく知りたい方は、こちらのリソースをご覧ください:SLM設計のマスター方法。
最小機能サイズと詳細解像度
SLMは驚異的な詳細解像度を提供しますが、設計者は最小特徴サイズを考慮する必要があります。これは、壁の厚さ、穴の直径、および全体の設計の複雑さに細心の注意を払うことを意味します。これらの制限を無視すると、製造過程で欠陥が生じる可能性があります。
例えば、薄い壁は正しく固まらないことがあり、小さな穴は溶け残った粉末で詰まってしまうことがあります。重要なのは、複雑なデザインと実用的な製造可能性の間の最適なバランスを見つけることです。これにより、最終製品が見た目も良く、期待通りに機能することが保証されます。
戦略的支援構造:成功に不可欠
サポート構造はSLMにおいてしばしば重要です。これらは部品をビルドプラットフォームに固定し、印刷中の反りや崩壊を防ぎます。しかし、慎重な計画が必要です。
サポートが多すぎると取り外しが難しく、不要な跡が残ることがあります。少なすぎると部品が破損する可能性があります。DfAMは、部品の完全性を維持しながら可能な限り少ない戦略的なサポート配置を推奨します。これにより、製造と後処理の両方の工程が効率化されます。
部品の向き:重要な決定
部品がビルドチャンバー内でどのように配置されるかは、その品質とSLMプロセスの効率に大きな影響を与えます。異なる向きは表面仕上げを改善し、サポートの必要性を減らし、機械的特性を向上させることができます。
例えば、垂直方向の配置は水平方向の配置よりも滑らかな表面を生み出すことがあります。また、サポート材の必要性を最小限に抑え、後処理を簡素化することも可能です。したがって、印刷前に異なる配置を検討することは、望ましい結果を得るために不可欠です。この先見の明は、かなりの時間と資源の節約につながります。
トポロジー最適化:より軽く、より強い部品
トポロジー最適化は、貴重なDfAMツールであり、従来の製造部品と比較して、より軽量で強力な部品の作成を可能にします。この計算技術は応力とひずみの分布を解析し、不要な材料を除去しながら重要な部分を強化します。
結果は、有機的な形状で材料効率の良い部品です。最小限の材料で最大の荷重に耐えるように設計された橋を想像してください。トポロジー最適化は、材料を最も効果的な場所に戦略的に配置することでこれを実現し、性能を大幅に向上させます。
SLMにおけるDfAMの実世界での応用
DfAMの原則はさまざまな産業に革命をもたらしています。航空宇宙分野では、軽量のブラケットや複雑なエンジン部品の作成を可能にします。医療分野では、複雑な内部格子構造を持つ患者特有のインプラントが、最適な骨の統合のために設計できます。これらの例は、SLMワークフローにおけるDfAMの実用的な影響を示しています。
さらに、統合されたアセンブリ、複雑な内部チャネル、高度な格子構造が可能となり、従来の製造技術の限界を押し広げています。
SLMワークフロー向けの専門ソフトウェア
いくつかのソフトウェアツールはSLMにおけるDfAMをサポートしています。これらのツールは設計を効率化し、ビルドをシミュレートし、印刷用のファイルを準備します。自動サポート生成、部品の向きの分析、トポロジー最適化アルゴリズムなどの機能を提供します。
これらの専門的なツールを使用することで、エンジニアは印刷前に製造可能性のための設計を洗練させることができ、貴重な時間と資源を節約します。この予測能力により、反復的な設計改善が可能となり、部品の性能と印刷適性が向上します。
ビルドを超えて:生産のためのSLM部品の完成
SLMビルドの完了は最初の一歩に過ぎません。これは重要な仕上げプロセスの始まりを示します。このセクションでは、3Dプリント部品を生産準備が整ったコンポーネントに変えるための不可欠な後処理操作について探ります。サポート除去、熱処理、表面仕上げを検討し、これらのプロセスが最終部品の性能にどのように影響するかを見ていきます。
サポートの削除とその影響
サポート構造はSLMビルドプロセス中に非常に重要です。これらは反りを防ぎ、印刷中の安定性を維持します。しかし、取り外しには注意が必要です。不適切な取り外しは応力を生じさせ、部品を損傷することさえあります。
サポート除去のために利用可能ないくつかの技術があります:
- ワイヤー放電加工: 複雑な箇所での精密な除去を提供します。ワイヤー放電加工は、特に複雑な形状に効果的です。
- 手動切断: より単純な形状に適しており、コスト効率の良い方法を提供します。
- 化学的溶解: 専用の化学薬品を使用してサポート材を溶解します。
最適な方法は、材料、部品の複雑さ、および望ましい表面仕上げによって異なります。
熱処理:材料特性の向上
熱処理は、SLM金属印刷後の材料特性を最適化するために不可欠です。これは、造形プロセスによる応力を緩和し、微細構造を精錬し、機械的特性を向上させます。
一般的に使用されるいくつかの熱処理プロセスがあります:
- 応力緩和: 硬さを大きく変えずに残留応力を低減します。
- 焼なまし: 材料を軟化させ、延性と加工性を向上させます。
- 硬化: 厳しい用途向けに強度と耐摩耗性を向上させます。
特定の熱処理は、材料と望ましい最終特性に依存します。
表面仕上げ:望ましい美観と機能性の実現
表面仕上げは部品の機能性と美観を向上させます。SLM部品は印刷直後に表面が粗いことがよくあります。表面仕上げはこれを改善し、外観、滑らかさ、その他の特性を高めます。
一般的な表面仕上げ技術には以下が含まれます:
- ビードブラスト: 均一なマット仕上げを作ります。
- 機械加工:正確な寸法と滑らかな表面を実現します。機械加工はSLMで製造された部品をさらに精密に仕上げることができます。
- 研磨: 反射率と滑らかさを向上させ、特に厳しい美観要件のある部品に重要です。
精密加工の統合
時には、SLM部品は印刷プロセスだけでは達成できない機能や公差を必要とします。精密加工はこのギャップを埋め、細かいディテールを作り出し、寸法を精密化し、表面特性を向上させます。
切削加工のような減法プロセスとSLMのような付加プロセスを組み合わせることには大きな利点があります。これは、SLMの複雑な形状を作り出す能力を活用し、その後に切削加工を用いて最適な精度を実現します。
品質保証:部品の完全性を確保する
品質管理はSLMプロセス全体、特にビルド後において非常に重要です。寸法検証は設計仕様への適合を確認します。高度なCTスキャンは肉眼では見えない内部の欠陥を検出します。冶金分析は材料の組成と構造を評価します。これらのプロセスは部品の完全性と一貫した性能を保証します。
資格手続きとトレーサビリティ
特定の業界要件に合わせた堅牢な認定手順が不可欠です。統計的工程管理は、工程の変動を特定し修正するのに役立ちます。特に航空宇宙や医療のような規制産業において、詳細なトレーサビリティシステムを維持することは、品質とコンプライアンスのために重要です。これらのシステムは、粉末の選択から最終検査に至るまで部品の全過程を記録し、責任の所在を明確にし、規制遵守を示します。
SLM金属プリントの可能性を探求する準備はできていますか?SLMを含むレーザー技術については、skyfire laserで詳しく学びましょう。